I was amazed when my company, Epner Technology, was mentioned on Fox News during an interview with NASA about the James Webb Space Telescope and its instrument package.
A little over 20 years ago today, we at Epner Technology received an email that a half dozen engineers from NASA Goddard wanted to visit us in Brooklyn. Of course, we accommodated and within 2 weeks they made the trek via Amtrak and were sitting in our office conference room. I was told during this meeting that the Thermal engineers at NASA were specifyingour Laser Gold coating into many parts that were being designed on all 4 instruments on the JWST due to its high reflectivity/low emissivity characteristics. They were familiar with our coatings from the GOES weather satellite instrumentation we had been coating for the previous 20 years, as well as a myriad of many other space programs Epner had partnered with NASA on from ships going to Mars and Mercury to the many other satellites revolving around the earth. These engineers wanted to see where they were putting all their eggs in to make the JWST a success.
As the morning moved into the afternoon more than one engineer stated that the James Webb was not like the Hubble in so many aspects. And the most important of these aspects was that if NASA had any issue with the Telescope after launch that could not be addressed remotely it was just too far away to make any repairs; Unlike what was done to repair the Hubble space telescope where Epner coated parts for Ball Aerospace and others to aid in that repair effort. We were warned by those engineers that NASA was going to go through many iterations of testing to cover all possibilities imagined before any launch would happen. The Launch, and the parts we supplied for the mission had to be flawless.
Supporting the JWST mission has been a very high visibility project for Epner, one of the few that we are actually allowed to discuss publicly. Watching the slow progress over the last 20 years has made moments like this especially meaningful for our company. Our gold plating is helping to support research on the outermost frontier of space.
On December 10th 2021, we received an invitation to join NASA Administrator, Bill Nelson, Associate Administrator for the Science Mission Directorate, Thomas Zurbuchen, and other senior agency leaders for a special one-hour virtual event for Webb’s partners and stakeholders to celebrate Webb’s journey to space. They thanked us for our organization’s role in the development of the James Webb Space Telescope and informed us of the latest launch plans, which at the time was delayed.
Finally! On Christmas of 2021, when the JWST finally did take off, I still remembered those engineers’ words and told everyone that would listen. The launch is the easy part, let’s make sure everything works. And in July of 2022 we saw that everything worked beautifully! Now in 2024, we are just beginning to understand the capabilities of the instrument and how our Laser Gold has increased its performance.
The 95th annual awards ceremony hosted by the Academy of Motion Pictures Arts and Sciences will take place as it does almost every other year at the Dolby Theater in Los Angeles. Millions of miles away, the James Webb Space Telescope will be conducting research experiments by shining IR Light onto Laser Gold plated sensors and components. In Los Angeles, flash photography will shine onto 60 Statuettes also plated with Laser Gold. The James Webb will measure IR energy while the awards ceremony will measure theatrical greatness.
This year’s award winners are rewarded with a highly polished 24K Laser Gold plated Oscar. This same process was originally developed for spacecraft use. On the JWST, Laser Gold helps to manage thermal loads by reflecting radiation away from critical equipment. The NIRCam Cameras and sensors that require extremely low temps to operate are clad with Laser Gold. The Oscar Statuette gets the same Laser Gold treatment.
Sadly, no one from Epner Technology will be in attendance this year. David Epner, who previously attended the award show, passed away in 2022. Although he had a habit of leaving before the show started, his presence, and contribution to the Laser Gold plating process will continue to resonate from the hills of Hollywood to beyond the reach of the James Webb Space Telescope.
After several of our customers inquired about Epner’s environmental impact, we decided to detail our long-existing approach and our new infrastructure improvements, which will move us closer to a Net Zero-Footprint Goal in both energy (greenhouse gases) as well as hazardous plating waste. In pursuit of that goal, we track and manage our process systems using data from this analysis and statistical process control to improve our system continually. Epner Technology Inc keeps pushing the boundaries of sustainable operations in waste treatment and efficient power Co-Generation.
Early this year, Epner Technology began designing, installing, and integrating a new Natural Gas CoGenerator by Rolls Royce Power Systems. This replaces our, at the time, innovative 35-year-old Natural Gas generator, which only ran at about 26% electrical efficiency. Our new 360kw Co-Generation system will approach 90% overall fuel conversion efficiency. We have engineered the generator to capture the engine heat, which is then is used to heat our 220+ tanks in addition to generating the power needed to plate parts in them with consistent, reliable electric quality unaffected by utility brownouts and frequency changes. This improvement alone will cut our use of high carbon-footprint fuels dramatically. The Co-Generation system will offset over 8000 million BTUs of fuel by capturing the heat from the engine jacket water and the exhaust of the engine generator, replacing heat formally generated by our boilers, eliminating over 1250 Tons of CO2 annually. This new engine technology will produce the cleanest exhaust possible with NOx emissions of less than 0.1 gram per brake-horsepower-hour, which is much cleaner than any boiler technology available today.
This system also powers a clever array of evaporation equipment which is fed by our waste treatment system. Our new system allows us to treat and evaporate 1400 gallons a day, leaving behind only solids. Our array of filter-presses removes the solids and sends the recovered rinse waters to various post-treatment purification systems for use again in the plating processes creating R/0 and DI water. Our Solid waste is metal-rich so it is easily recycled and is used in feedstock for the making of Stainless Steel or lower grade Pot metals.
Epner has advanced the technology used for other waste treatment applications, we do not discharge any plating wastewater at all. We look forward to improving our process and ending any impact on the Environment.
MOLA, the Mars Orbiter Laser Altimeter, is an instrument on the Mars Global Surveyor spacecraft. It collected altimetry data about the height of surface features on Mars until June 30, 2001.
NASA launched the Mars Global Surveyor toward the end of 1996. It went into orbit around Mars almost a year later with a half meter in diameter beryllium mirror coated with our unique Laser Gold aboard as part of The Mars Orbiter Laser Altimeter (MOLA).
This mission and the function of the gold coated MOLA mirror, is best described in NASA’s own words:
“Starting in March, 1998, Mars Global Surveyor (MGS) started making pole-to-pole observations of the planet. Its goal is to map the entire Martian globe, laying the foundation for 10 more years of NASA missions. Global Surveyor’s role was to determine the geology and perhaps the past history of Mars and its climate. It is designed to compile global maps of Mars and collect data on its atmosphere, surface composition, interior and evolution.
The altitude determination process used by MOLA works by measuring the time that a pulse of light takes to leave the spacecraft, reflect off of the surface of Mars, and return to MOLA’s collecting mirror. By multiplying the reflection time by the speed of light, scientists can calculate Surveyor’s altitude above the local terrain to within 30 meters (98 feet) or better.
As the spacecraft flies above hills, valleys, craters, and other surface features, its altitude above the ground constantly changes. A combination of MOLA data with images from the camera will allow scientists to construct a detailed topographical atlas of the planet. Such maps will help in the understanding of the geological forces that shaped Mars.“
The performance of Laser Gold on the MOLA mirror had NASA insist we do the same on a mirror twice the size and valued at a million dollars, for which we had no equipment. My next blog will describe how our conflict with NASA was resolved.
This virus scourge has taken the life of Steve Candiloro Jr. known to all as JR. His plating knowledge and engineering talents were without peer. Plating was in his DNA. It began as a young boy working alongside his father in Steve Sr’s chrome plating operation, called Technical Metal Finishing.
When that company closed, JR went to work as a lab technician at Lea Ronal, an early supplier of proprietary gold plating baths. His father went on to manage a plating shop on Long Island.
Cohan Epner, as my company was then known, was named after the two founders when they opened for business in 1910 gold plating jewelry and novelties. The company grew steadily over the years and in 1979 a large production contract from Xerox was straining our capacity, so driven by the Xerox contract, we decided to change the focus of the company from the gold plating of jewelry, to high-tech specification plating, which included exploring the new market opportunities that were opened up by our Laser Gold high reflective infrared plating process.
This new breed of customer needed a plating supplier that was able to understand and meet the specifications and technical requirements that were common to this market. A far cry indeed from our customer base of the previous sixty years.
We needed to hire a production manager with high-tech engineering and specification plating experience, so I turned to the “tech reps” who work for the suppliers of our various plating baths. They know every plating manager in every shop and when I asked each one, “Who is the right person for this job?” they all came up with the same name. Steve Candiloro Senior, JR ‘s father.
I invited Steve Sr. to lunch and made him an “offer he couldn’t refuse”. He took the job and it soon became apparent that our “new hire”, a graduate chemical engineer with many years in the “trenches” of our industry, had a depth of technical plating knowledge and hands-on shop experience that was truly unparalleled in our industry. It was not long before JR again became his father’s apprentice, joining our company in 1983. In the mid-90’s Steve Sr. and I backed off from the day to day running of the shop and JR became the Production and Plant Manager. He redesigned our waste treatment system so that we went to zero discharge. It took away the stress he felt every time the EPA showed up. Next, he upgraded the air handling and scrubber systems in the shop both improving conditions for the staff while removing any chance of dangerous fumes getting out untreated.
Perhaps JR’s most significant legacy is that, unlike most people in our industry, JR did not hide his vast knowledge. Whether it was plating a difficult substrates like Beryllium, Molybdenum or Neodymium, etc.…With open collaboration with Dr. Gustek our Head Laboratory Manager, he figured it out, documented it, and shared his techniques and know-how with the platers that actually handled the parts. This cross-training is what has permitted us to survive and indeed, grow and thrive since his passing.
Often, when wearing my salesman’s hat, coming through the shop accompanied by a customer with an “impossible” project I always introduced JR as, “The guy that makes my bullshit come true” He never let me down.
An example of that last sentence occurred about four years later when that our company was presented with, arguably the most incredible and challenging plating project any shop in our industry had ever tackled. This project would stretch JR’s plating-engineering know-how to its limit, and the result proved this talent beyond any doubt. Let me explain.
It all started about ten years ago. I was sitting in my office after hours when the phone rang and the person on the line, calling from Missoula Montana, asked if we could plate the inside of a water-cooled, stainless steel Bell jar? I envisioned he was talking about a typical laboratory bell jar. Open at one end with a dome shaped closure at the other. Usually about a foot in diameter and 2 feet high. I asked, “How big is it “? He replied,”13 feet high, 7 feet in diameter and it weighed about 40,000 pounds. And oh yes, we need 100 of them done”.
When I got up off the floor, I asked him how many plating companies he had approached with this project? He said he had been all over the world trying to find a shop that would even discuss it much less agree to do it. I said, “I think we might have a shot at it but the non-recurring cost would be enormous” I threw out a million and a half bucks for NRE to see if he was real. Indeed, he was. I knew JR had experience with the smaller jar that I had originally envisioned. He would make the bell jar its own plating tank. After inserting an anode, we would repeatedly fill and drain it with each solution in the process, just like a washing machine. When I laid out the project to JR, his reaction was just what I expected. “Let me at it” he exclaimed, and a day later he presented me with his plan of action.
He had designed a steel gantry-like stand that would support the jar by its trunnion “ears” and then the stand and jar would be transported by a forklift with 50,000 pound capacity into the loading dock area of our building. Preparation for that required moving our entire wastewater treatment system onto the plating shop floor with re-plumbing every rinse tank as well as removing part of the building to accommodate the height of the jar in the stand.
Another huge upfront cost was the gold plating solution more than 2000 gallons valued at over $4 million would be needed to fill the jar so. JR designed what we laughingly called a giant fiberglass condom which he had fabricated at a local boat builder. This plug would displace about half that volume as well as offer a mounting surface for the nickel and platinum coated titanium anodes. That still left us with a gold inventory requirement over $2 million, which was required to fill the one-foot gap between the plug and the wall of the jar.
The customer did not balk at paying these up-front costs as well as the six-figure price I quoted for each bell jar.
In a short time, Jr and his team had gotten production up to one jar a day until 103 were shipped!
(For those readers who might be interested in some of the technical details concerning the purpose and function of these huge bell jars, that information can be found at the end of this blog.),
This project represented the most challenging of the countless plating problems that yielded to JR’s know-how. His smile and his talent will indeed be missed.
We were flooded with many condolence letters from customers and suppliers. They were posted in the shop. One letter, spoke eloquently for all the others. It was written by a frequent visitor; an engineer at one of our larger aerospace customers based in the mid-west. He often showed, up hand carrying another one of those plating challenges. JR trusted him totally and he had the run of the shop.
An excerpt from his letter:
“Working so closely with JR these past few years was an incredible honor for me. From decades past, I was aware of the depth of technical talent JR possessed. During the last several years I worked shoulder-to-shoulder with JR, I really got a sense for who JR was as a person and what he stood for. I am very grateful for that experience”.
Technical Details:
They were used for the “growing” of pure silicon for both the chip market and for solar collectors. Each chamber starts the process with 30 or more pencil-thick, 12- foot long starter rods which glow bright red when the power is turned on. Trichlorsilane and hydrogen gas are introduced to the sealed chamber and the rods grow slowly over a period of some four or five days to a diameter of 8 inches. It takes more and more electric power to keep the rods glowing red hot as the diameter increases. Indeed, the single highest cost of semi-conductor production is electric power and the Laser Gold coating of the interior of the bell jar reduced this cost by an astounding 40% as it reflected the heat generated back into the process instead of being absorbed and wasted in the water cooling jacket on the outside of each jar.
Sometimes we’re surprised by the projects that come in the door in need of one or more of our specialized processes. Apparently word of our success with Laser Gold plating the Hollywood Oscar statuette has been getting around…
Like the Oscars, the International Magicians Society also have a statuette that they award to the “Magician of the Year.” It’s called, appropriately, Merlin and is about the same size and weight as the Oscar and depicts a man pulling a rabbit out of a hat. We were asked by Tony Hassini, the Chairman and CEO of the Magician’s Society, to duplicate for their statuette, the plating process that we specified on the Oscar.
When Hassini arrived at Epner to pick up the Laser Gold plated sample, he was accompanied by Robin Channing, one of his students. – Both were astounded by what we had done with their bronze casting of Merlin.
We swapped “astounding” moments when Robin offered to perform a magic trick right at my desk that is still beyond belief. I apologize for some of the language I used in my incredulous mutterings while watching something “impossible” happening before my eyes.
Approaching my desk, Robin took a few cheap stainless-steel dinner forks out of his pocket. He had me select two at random, so that I could examine them, and proceeded to do something truly awesome. I will let the video speak for itself. It’s less than three minutes long and can be viewed below.
They were so pleased with the results that we are now the official gold plater of the Merlin. Like the Oscars, we guaranteed the plating will never wear off since this unique coating of a pure 24Kt. gold is also three times harder than any other pure gold.
It was 1982 when President Ronald Reagan asked Lee Iacocca to raise the money and manage the total restoration of the crumbling Statue of Liberty in New York Harbor. The center piece of the restoration was to restore the torch flame which had not “burned” for decades.
Mr. Iacocca contacted our 75 year-old plating firm, Epner
Technology, to plate the new flame with a thick layer of pure 24Kt. gold. The old flame, presently on display at the
recently opened Statue of Liberty Museum, was made of glass sections and
lighted from the inside. It’s replacement was to be fabricated from individual
panels of copper hammered into a female die to create individual shapes that, when
fitted together, would form the new flame.
At night a ring of lights around the base of the flame, would set the gold surface “afire.”
Each panel was approximately four feet by four feet or 16 ft.² of surface area on one side. Mr. Iacocca was relying on Epner Technology’s decades of experience to come up with a specification that would last, “one-hundred years in New York Harbor.”
Because the panels were so large, it was apparent that we would have to
purchase and install a dedicated facility of some fifteen tanks with pumps,
filters, power supplies, etc to be able to plate the 20 or so individual panels
that would be assembled for the flame. The gold-plating tank alone would
contain more than a half-million dollars of gold solution.
But there was a much more serious issue than just the ability to copper, nickel
and gold plate these large metal sections. A phenomenon known as galvanic corrosion would cause the gold
plating to self destruct.
When a noble metal such as gold is in contact with a base
metal such as copper or nickel, in the presence of an electrolyte such as the
moist salt atmosphere of New York Harbor, it will cause the less
noble metal to sacrifice itself electro-chemically and in a very short time the
gold plating would be peeling off. This self destruction would be
accelerated by the fact that the hammering, required to shape each piece, would
create an extremely porous and stressed surface making it almost impossible for
the plating to seal these defects. All it would take is one pin-hole to begin
corrosion process.
And so, we found ourselves faced with an interesting moral dilemma. Do I take
the million dollars budgeted for the plating of this project and hope for the
best, or do I tell Mr. Iacocca what I knew in my heart was the proper way to
get a durable gold on the Statue of Liberty flame?
It was not by electroplating, but rather, the ancient technology of gold-leaf. Because the incredibly thin pieces of gold are not applied against a metal surface but, over varnish, a non conductive inert material, so there is no metal-to-metal galvanic couple, thus no corrosion.
Gold-Leaf has been used on the domes of buildings and
churches for hundreds of years because even salt air has no effect on pure
gold.
Mr. Iacocca was grateful for the advice and the education in electro-chemistry. Fittingly, a French company was chosen to supply the gold-leaf to the new flame which has been glowing each night for more than thirty year.
Announcing one of the most momentous events in Epner’s Hundred-year History.
This blog is a preview of a Press Release that will be going out to the Scientific and Engineering community announcing that NIST (formally known as The National Bureau of Standards) has selected Laser Gold as the Infrared Calibration Standard!
The scientific community will now calibrate their spectro-photometers with a mirror that was plated in Brooklyn!
We could not be more proud of this recognition.
For Immediate Release
A New Gold Standard
Brooklyn, N.Y. The National Institute of Standards and Technology (NIST) has selected Laser Gold® as the new gold standard for infrared reflectivity. Laser Gold is a proprietary electroplated process developed by the hundred-year-old New York precious metals plating firm, Epner Technology Inc. The process is unique in that it is both ultra-pure, (.9999), while also three times harder than any other 24 Kt. gold.
NIST, formally known as the National Bureau of Standards, calibrated some 20 copper mirror substrates that had been single-point diamond fly-cut to a surface roughness of 50 Å, by the Kugler Group, located in Salem Germany and then plated, first with pure nickel followed by Laser Gold, each about a micron thick.
The Gaithersburg, Md. laboratory in which the reflectance measurements are preformed is the “Fourier Transform Infrared Spectrophotometry (FTIS)” facility, which is described here .
The specific instrument used to measure the standards is the “Infrared Reference Integrating Sphere (IRIS), which is described here.
The result was an astounding 99% throughout the mid- infrared the range of from 2 to 14 microns. The new gold standard entered the NIST catalog of Standard Reference Material as SRM #1929.
“It all started with a chance meeting with a Xerox engineer at a 1972 trade show which took our 65-year-old company into the world of high technology electroplating for infrared reflectivity” said David Epner, President of Epner Technology.
Xerox needed a gold-plated aluminum reflector behind a quartz infrared lamp which generated the heat that fused the toner onto the paper. That’s why Xerox copies come out of the machine warm.
They were having difficulty finding a supplier whose plating could withstand the extreme heat of the lamp without blistering the plating off the aluminum while also meeting their reflective requirements.
After a successful sample, Xerox tooled our company with a $60,000 infrared spectrophotometer which gave our engineers the “eyes” to inspect the reflective performance of the gold plating and continuously tweak the process to achieve higher and higher reflectivity. That effort culminated in this NIST designation.”
NASA is currently using Laser Gold because of its peerless heat reflecting properties and has specified this process for thermal control on countless spacecraft instruments beginning some 35 years ago to the early GOES weather satellites as well as the Hubble camera housing and more recently, on both the near and mid infrared cameras aboard the James Webb Space Telescope.
Laser Gold came to the attention of the Academy of Motion Picture Arts and Sciences, and this hard, pure, space-qualified gold plating has been “dressing” the Oscars® for the last three award seasons.
Contact: David Epner, David@epner.com www.epner.com 718 782 5948
About Epner Technology Inc.
Epner Technology Inc. is a family owned precious metals plating firm founded in 1910. Now based in Brooklyn, Epner Technology began as a jewelry repair company using precious metal plating as a function of its repair business. Over decades, that plating process was slowly perfected until it became the focus of the business itself.
Now, in addition to some of the world’s most famous sculptors, Epner Technology services a wide variety of elite academic and scientific clients around the world. Those clients all share one quality in common: the need for durable, ultra-reflective, gold-plating excellence. Some of Epner Technology’s clients include the Department of Defense, NASA, the Oscars ® and now, NIST.
Two years ago, on titanium components for NIRCam, one of two cameras aboard the James Webb Space Telescope, engineers at Lockheed Space Systems specified Laser Gold, an electroplating process developed by our NY plating firm, Epner Technology, (founded by my father in 1910, under the name Cohan-Epner). The goal was to lower the thermal load on the camera components utilizing the ultra-high IR reflectivity, (low emissivity), of this unique plating process.
The success of Laser Gold on NIRcam, led to its being considered on an even more critical component: The vital cryogenic Refrigerant Line Deployment Assembly (RLDA) carrying 6° K Helium to the detectors for the Mid Infra-Red Instrument (MIRI.)
But the Jet Propulsion Lab could not risk specifying Laser Gold without having proof that the emissivity was indeed the .02 that Epner had been advertising. Further, it had to be proven that the adhesion of the plating could withstand bending “like a pretzel” without delamination of the Laser Gold. This was particularly important to a Goddard engineer, John Gygax, who had a sad previous experience with a gold coating that peeled off.
Therefore, the first test was for adhesion of the plating. A three-foot length of the tubing was plated by Epner to the required specification and then Gygax, repeatedly, over a very tight radius, bent and unbent the test section and then baked it at 350 C. The adhesion was unaffected by this brutal test.
After clearing that hurdle, the emissivity determination was next.
To accomplish that, NASA funded a team at Goddard Space Flight Center, headed up by James Tuttle, to empirically determine the thermal performance of the Laser Gold coating. The data proved that Epner’s claims might have even been a bit conservative. See the link to Tuttle’s experiment below.
Comfortable that Laser Gold would meet the mission requirements, and since it would have been impractical to polish it in its final configuration which was a coil, (aka “Slinky,” named after the “walking” coiled spring toy), a straight length of some twenty feet of the flight tubing was sent to Epner for pre-polishing, returned to JPL for shaping into the Slinky coil, and then another cross-country trip for the final Laser Gold plating.
And here’s part that really gets me….When I mentioned to one of the JPL engineers, a guy working on some of the most advanced science in the country, if not in the world, “That the gold on his ‘cryo plumbing’ on MIRI, was the exact same process we used to plate this year’s Oscars,” he exclaimed, “You gotta be s**ting me Epner…Hey Harry, you’re not going to believe what Epner just told me.”
Before that last blog went out, I had informed my loyal readers that,“They should Look for Me on the Red Carpet.” They did and as a result, I had countless complaints that, “We watched the whole damn thing and no David.”
I can explain: Sandy Kenyon, the ABC-TV “Entertainment star” did indeed interview me in my office and did shoot some video in the shop about two weeks before the big night.
Soon after that he sent me an email, “I’ll see you on the Red Carpet.” With my ego, I naturally assumed that I would be interviewed again. I even rehearsed what I would say, “Yeah, we wuz da guys what put da gold on da little guy right here in Brooklyn.”
I even had my date bedecked in jewelry from our customer, Gilded Lace and was ready to explain that “We developed the process to Laser Gold plate actual lace with the same gold as on the Oscars”
Obviously, none of this happened and I again apologize to those of you who peed away the evening.
Many of you know that we applied Laser Gold, our rugged 24 Karat gold plating process to all the Oscar statuettes again this year. Thanks to that effort I was able to secure a pair or seats to the Award Ceremony and my “date” was my beautiful second cousin Milena Pastreich who Lives in LA and is making a documentary film called, “Pigeon Kings”.
Upon arrival at the Dolby Theater, a valet took my rental car and as we approached the “Red Carpet” we became aware that there are two Red Carpets. Those of us who were not part of any of the nominated films , were directed to a parallel carpet separated by a velvet rope and stone-faced men-in-tuxedos spaced about every six feet. They all had Secret Service-like ear microphones.
The real, almost palpable excitement of the evening took place in those few moments that we could dawdle on “our” red carpet. It was a wild scene indeed. On our left were the screaming crowds in the bleachers, and on our right, the flashbulb-popping TV-interviewing madness taking place on the celebrity carpet.
Amidst this mayhem, I spotted Dick Polich, the owner of Polich Tallix, the world-renowned art foundry that cast the statuette in bronze before it came to Brooklyn for the for the final gold finish. Dick was chatting with Scott Miller, a Managing Director at the Academy, whom I had met previously when he had visited our plating shop.
My jaw dropped when Scott told me that more than 9000 people had some part in putting this evening together. And by now we all know what an evening it was!
Our seats were in the second mezzanine and perfect for watching the show since the TV screens were at our eye level. The folks on the orchestra level have the stiff necks.
My thanks go to Scott Miller and the Academy for a truly unforgettable evening!
As many of you already know, our company here in Brooklyn, for the second year has supplied the
Laser Gold plating for the Oscar Statuettes.
This got me an invitation to the big doings in Los Angeles this coming Sunday.
My “date” for the walk down the Red Carpet will my cousin Milena Pastreich who is a documentary film maker in LA. and there is an outside chance that I will be interviewed by Sandy Kenyon of ABC-TV.
(If that happens, I will use my best Brooklyn accent to describe the project)
In any case, I will write up this unique experience upon my return.
In the 106 years my company has been in existence, there have been many loyal customers who have become friends. But in my lifetime, one particular relationship stands out. It is with a remarkable die-casting firm located in the Chicago suburb of Bensenville, called Chicago White Metal. Being their plating contractor has permitted me to also enjoy a warm personal relationship with the owners Walter Treiber, his son Eric and key members of their very efficient staff.
The gold plating project that brought our two companies together almost ten years ago, was a critical component for a baby-incubator manufactured by General Electric’s Health Care division. A GE engineer had come across Epner’s unique Laser Gold process on the internet and after months of rigorous competitive testing, put our Laser Gold on the drawing as the only approved coating for the infrared reflector that kept the infant warm.
Chicago White Metal, a long time GE supplier, was chosen to cast this helmet-like shape in aluminum and they were directed to send the reflector to Epner Technology to hand polish the raw casting, electroless nickel plate it and finally apply the Laser Gold. The reflector is referred to as the “baby dish” at CWM, but in our shop it has the somewhat less gentile appellation, “baby-cooker”.
Chicago White Metal sponsors a yearly outdoor picnic on their grass-covered property outside of Chicago and I eagerly accepted their invitation for me to join them and their 300 or so employees along with their key suppliers, for a picnic. Their wonderful caterer sets up a grill and the chicken, hamburgers and hotdogs stream off in a steady flow.
An hour of so into the festivities, Eric Treiber took the microphone and began to introduce some of the attendees, me included. We suppliers took our bow, me included, as each name was called but then Eric changed the subject. He announced that his grandfather had created a company charitable foundation and in a rare display of corporate largess, he encourages employees to nominate one of their favorite charities and the Chicago White Metal Foundation makes a donation to that charity in that workers name. What a wonderful way to do good and express appreciation and respect for his employees.
On the trip home I was already looking forward to next year’s picnic and thinking about another interesting plating project that we have partnered with CWM that drew upon, not our Laser Gold technology, but rather our years of electroless nickel plating experience.
By this time all of you should know that this year’s Oscars were plated with our proprietary 24 Kt,.Laser Gold process.
I live in Brooklyn Heights which is Landmark Preservation District settled in the early 1800s, and the Greek Revival houses and cobbled stoned streets make the neighborhood a venue often sought out by moviemakers.
Recently a movie called “Collateral Beauty” starring Will Smith, planned three days of filming on my street. Indeed, they offered to pay me a few hundred dollars if they could decorate my house with Christmas lights and wreaths, and after a short negotiation on price, I agreed.
They were shooting at night and it seemed that the whole neighborhood poured onto the street to watch.
I was among them. I stepped over the power cables and around the snow that had been manufactured by a giant truck that ground up huge blocks of ice, and then fell right on my face into the gutter, glasses flying. Four of the movie crew rush over to help me up and with blood streaming down my face they sat me on down my front steps while calling for their on-staff Medic to administer first-aid. “You’re going to need stitches”, he said, as he swathed my head in gauze. The next sound I hear is the ambulance arriving.
My tenant and her architect husband have lived in the house for years and she insisted on accompanying me to the hospital There is a satellite emergency room of NYU hospital nearby and when we arrived the ambulance drivers walked me into the emergency room.. The doctor asked what happened and I told him, “Three Irish guys jumped me” I was wising off to try to indicate that I was not badly damaged but they insisted on a CAT scan of my head and an x-ray of my hand.
Seven deftly administered stitches later, the wound over my right eye was closed. After almost three hours, they were ready to let me go home and my charming tenant and another neighbor, both of whom stayed with me the whole time, succeeded in cajoling the EMT drivers to wait around for the return trip. I gratefully accepted their ride back to the house but I told them, “This this time I want the “Full Monty”… Sirens, lights, everything.” It was a wonderful homecoming!
After a good night’s sleep I was fine and the following evening I thought it would be fun to let the movie guys know that their “patient” was the guy who actually gold plated this year’s Oscars.
Between scenes, I sought the director, David Frankel. I apologized for the previous night’s disruption, and presented him with the “Oscar Penny”, of course accompanied by the story: “The gold on the penny I’m handing you was plated in the same tank as the Oscars”.
I said, I’d like to give one to Will Smith in order to greatly increase his odds of winning the Oscar for his performance in this movie. Frankel loved the idea and introduced me to Will who thanked me and offered to pose for a “selfie”.
I took him up on it of course and as I left he suggested that I also give an “Oscar Penny” to the producer of this film, Michael Bederman, since he had just been awarded one of the “Epner” Oscars for being the producer of “Spotlight”, which was named Best Picture this year.
Bederman took the same delight as the others receiving his Oscar Penny and I embellished the story a bit by telling him the relationship of Laser Gold to the Space Program and more recently to the James Webb Space Telescope.
Just before we said good night, he asked me for instructions on how to clean his Oscar. I replied, “Soap and water, nail polish remover, or nitric acid. Laser Gold is rugged…. your choice”
Many of you have seen my TV debut on ABC news or read my story in the Wall Street Journal. In case you’ve missed them, I’ve added all the links here included my picture with Will Smith
For the first time in 30 years this year’s Oscar was produced by a new team. The Motion Picture Academy has selected the brilliance and durability of Epner Technology’s Laser Gold electroplating process to “dress” the 2016 Oscar. No longer made of ”pot metal” which is mostly tin, these Oscars were cast in solid bronze by the renowned art foundry, Polich Tallix.
This change was precipitated by two facts. The first was the desire to return the Oscar to its art-object roots; a bronze casting with more detail. The second is an attempt to stem the steady flow of Oscars that had been awarded in years past, being returned because of worn gold plating.
Epner Technology’s Laser Gold is going to the Oscars
The Oscar Statuette has come to Brooklyn to get dressed in Laser Gold for his big night this weekend.
Here is how it happened: Yes, I too find it hard to believe.
For some years now, we have had a relationship with the finest art foundry in the country.
The company is called Polich Tallix in Rock Tavern NY, about two hours out of the city, and the owner is Dick Polich. We have been gold plating, as his sub-contractor, castings that he has produced for some of the world’s renowned artists.
Polich, at 84, is a year older than I, and, thanks to this relationship, we two old farts really hit it off.
One day he calls me and says, “How would you like to gold plate the Oscars.” What was I going to say, “No?” It seems his firm was being considered by the Academy as a new supplier to manufacture the statuette, and he thought we would make a good team
That’s how it started. But here is the back story:
For many years, the present Oscar, was cast in Britannia metal, a fancy name for Tin. But the original figure from 1929 was cast in bronze, and when compared to today’s Oscar, the loss of detail was apparent.
In addition The Academy wanted to return this iconic figure to its original manifestation; that of a true art object.
Polich Tallix had made the short list of potential foundry suppliers that the Academy was seeking and after the Managing Director of the academy came East to visit their facility, he knew he had found his new fabricator.
Then he and Dick Polich made a side trip to Brooklyn to visit, in the words of Dick Polich, “The only plater we ever use.”
Of course I touted our Laser Gold. Its hardness would give them the durability for a lifetime of handling and I began to regale him with tales of our work with NASA and what a great story this would be.
“The ancient art of bronze casting technique, paired with a space-age process used on the James Webb telescope and “Messenger”, the mission to the planet Mercury, among others.”
He said he would welcome Laser Gold’s uniqueness as a 24 karat gold that is three times harder than anyone else’s pure gold but he seemed a little uneasy with our space and defense connections.
His approach would be to highlight a craft company using the latest casting techniques (Polich use 3-D printing as part of the process) and gold plate it at a 100 year old family-owned plating company
“in Brooklyn.” It seems that Brooklyn has a special cachet in the rest of the country.
(If some of you have gotten an e-mail from me recently you might have noticed my current signature line, “105 years under the same family management….and we almost have it figured out.”)
They gave us permission to describe what we are doing for our corporate publicity as long as any PR piece was first approved by the Academy.. Our first press release went out today. You can read it at the end of this blog post.
Earlier this week ABC-TV in New York sent Sandy Kenyon to Brooklyn to interview both me and Dick Polich in my office. Afterward I followed them over to the plating shop where they really had a good time filming Steve Candiloro (JR to most of us) actually plating an Oscar. Mr. Kenyon seemed quite intrigued at the variety of stuff moving through our shop from a gold-plated chalice for a local Monsignor to Pac-3 missile parts for Boeing.
.We will have a link to this video on our web site shortly after it goes live on Thursday (tomorrow) during the 4 pm hour.
This Year’s Oscars® Made With Same Laser Gold® Plating Process Used in NASA Spacecraft
100-year-old Brooklyn-based Epner Technology supplies gold plating for awards
NEW YORK, Feb. 24, 2016 – The Academy of Motion Picture Arts and Sciences is fulfilling the task of returning the world-recognized statuette to its roots as a true art object. Epner Technology has done gold plating on bronze castings for such renowned artists as Mathew Barney and George Condo, and has had a long relationship as a gold plating supplier to Polich Tallix, the art foundry that produced this year’s Oscars. Polich Tallix was able to restore the detail and refinement of the original 1929 Oscar. Epner Technology is able to maintain this detail after “dressing” him in a suite of gold, but not just any gold –Laser Gold.
Epner Technology, founded in 1910, originally developed Laser Gold for Xerox® and later modified the process for NASA Spacecraft. The Oscars chose Epner Technology to help return the Statues to their original art form and legendary luster. Deposited by electroplating, Laser Gold is a pure 24 kt gold that is also three times harder than ordinary pure gold. “This is the first time that this unique plating process was specified for the Oscars” said David Epner, President, Epner Technology.
Spacecraft, from the earliest GOES weather satellites to the cryogenic cooling systems on the James Webb Space Telescope Cameras, utilize Laser Gold’s ultra-high infrared reflectivity, critical to maintaining thermal control of the on-board instruments by reflecting the sun’s radiant energy back into space. This year’s Oscars will share the same ultra-rich gold and benefit from the durability of Epner Technology’s unique formula.
Hand delivered to Epner’s Brooklyn factory from the foundry, the first step in the process was to polish the raw bronze. Each Oscar was then racked, electro-cleaned, copper plated, bright nickel plated and immediately immersed in the Laser Gold Plating tank. The entire cycle took more than six hours each.
In a way it was a fitting time for the death of Dr. Charles Townes the Nobel laureate who led the team that brought the Laser to life.
Charles H. Townes, a Nobel-winning physicist who helped invent the laser, speaking in 2005 on receiving the Templeton Prize, honoring his efforts to bridge the differences between science and spirituality. Credit Gregory Bull/Associated Press
The announcement came two weeks before one of the largest trade shows in the world devoted to optics, electronics and lasers, namely, Photonics West. It was held at the San Francisco Convention Center, where Tom Lippens and I were manning the Epner Technology booth along with 1250 other exhibitors and some 27,000 visitors during the week of February 9th. Here is my point: I would venture that as many as 75% of those 1250 exhibiting companies owed their very existence to the work of Dr. Charles Townes and his associates.
I first met Dr. Townes some thirty years ago at another Epner exhibit stand at CLEO, the big Laser meeting then held in Baltimore. I was discussing some arcane aspect of our Laser Gold coating and its application for NdYAG laser pump chambers to a young laser engineer named Gary Vaillancourt. Standing off to the side was a tall, elderly gentleman patiently waiting for me to finish my conversation with Gary.
Not wanting to lose either potential customer, I signaled to the older man that I was aware that he was waiting.
Gary turned to see the target of my distraction, and then, spotting the gentleman’s name tag, created the most amazing moment I have ever experienced at a trade show. Dropping onto one knee in a genuflection of honest awe, he reached up and started vigorously shaking Dr. Townes’ hand and exclaiming at the same time, “My God, Dr .Charles Townes….I cannot believe that I am meeting you at last.” It was a scene out of a movie! Townes could not have been more gracious and gave his young acolyte a moment of attention that I’m sure Gary remembers to this day even more vividly that I do.
Our paths crossed again some years later at an SPIE Astronomy conference in Hawaii. He came to my table-top exhibit to discuss our gold for some mirrors for his lab at Berkley. I of course greeted him as “Dr. Townes” and he smiled as we shook hands and said, “Call me Charlie.”
For a more detailed look at this wonderful man’s incredible contribution to today’s world, read the N.Y. Times obituary linked here.
Some explanation is necessary; I and Tom Lippens, our new Sales Associate, found ourselves at the SPIE sponsored Photonics West meeting and exhibit at the Moscone center in San Francisco two weeks ago. We had our usual table-top display covered with examples of our Laser Gold plated stuff and of course our gold plated pennies (for those of you unfamiliar with the acronym, SPIE, it stood for, “The Society of Photo Optical Instrumentation Engineers”, fortunately, an appellation that has not been used for many years).
This trade show was a great success with some 1,500 exhibitors and more than 22,000 visitors. I have been an exhibitor for some thirty-five years and remember when SPIE was lucky enough to have sold 100 booths.
On the morning of the last day of every show, we get an invitation to the Exhibitors Breakfast at which we hear some boring speeches about the state of the industry, potential market forecasts, etc. But after all, a free breakfast is a free breakfast.
It was raining that morning and getting a cab to the breakfast site in the Convention Hall was problematical. Tom suggested that I try out a new app called UBER with which you can locate transportation in the form of a limo or a taxi using your cell phone. They price by demand and because of the rain I expected to pay a few dollars more than our usual eight dollar cab ride. It was 30 dollars more, but after all, it was a free breakfast.
As we arrived at Moscone Center, about a half-hour late, my cell phone went off with the office ring. It was Michele, my trusted assistant, frantically wondering if I was going to the breakfast. Someone on the SPIE Staff had called her with that same inquiry, but I couldn’t figured out why either of them would care.
On my third cup of coffee I found out. It seems the Staff of the SPIE trade shows were honoring me with the aforementioned,Midas Award. Next thing I hear is my name being called out by Eugene Arthers, the Head Guy who is up on the stage. Gene has probably been doing these shows almost as long I have.
Anyway, there I am, standing beside him as he hands me my Plaque, cameras clicking, flash bulbs flashing. Just like in the movies.
I quote: “For Many, Many Years of Exemplary and Distinguished Gold-Coated Exorbitance and Bemazement”. (sic)
David Epner (left) receives his Midas Award from SPIE’s Eugene Arthers (right).
I expressed my gratitude to the presenters, then I grabbed the microphone and, instead of addressing the three or four-hundred people in the room with my standard wisecrack that I use every time I enter a crowded elevator, “The reason I called you all here this morning…..”, I said something dumb, “If I had any idea I would be up here this morning, I wouldn’t have worn blue jeans.” Brilliant!
The crowd was friendly,however, and my short speech got polite applause and getting back to my table through the sea of congratulatory hand-shakes made me feel like Obama pushing his way thru the sea of Congressmen to give his State of the Union speech.
Seriously, I was quite moved to get this very un-official award from the Staff of SPIE, a competent and wonderful group of people that I have been privileged to know and work with for all these years.
The German show closed on a Thursday (May 16th) and I set off by car for Frankfurt to see another customer before heading home.
A glance at my map triggered a 30 year-old memory! Back then, I was trying to sell the Mercedes Paint Operations Manager the same Laser Gold reflector system for their infrared oven that was so successful at General Motors.The gentleman suggested that we continue our discussion over dinner and he knew of an excellent restaurant in a tiny village not far from Stuttgart. We drove to a “Gast Haus”in the village of Rosswag, where, indeed, we had a wonderful dinner. As I remembered, it was about 10 miles outside of Stuttgart, so I decided to detour off the autobahn hoping to re-live a memory that went back decades.
I found “Gasthof Lamm”, not quite as I remembered it. The interior had been completely redecorated and the enterprise was now owned by the chef who was also the son of the previous owner. And to my culinary delight, it had achieved a well deserved “one star” in the Michelin guide.
“That’s not serendipitous, you say?” I agree. That was just an aside that I thought curious enough to include in this blog.
Still with time to kill on my way to Frankfurt, I took another detour in Karlsruhe. Some years earlier, I was fascinated by a multimedia museum there called, The ZKM, and thought I would check it out again. The museum is housed in an interesting architectural example of adaptive use. Originally built during the First World War, it served as a munitions factory before and during WWII.
There was an “opening” that evening of a sculptural exhibit by an American artist named Matthew Day Jackson. Some five years earlier, Mister Jackson paid a visit to Epner Technology in New York, carrying a life-size plastic replica of a human skeleton”¦ You know, the kind that used to hang on a stand in doctor’s offices years ago.
He wanted to have the skeleton gold plated which we successfully did — eventually, but not without some serious misunderstanding about the price. It was probably my fault but the memory is vague. The part that isn’t vague, however, was Mr. Jackson stomping out of our office, golden bones cradled in his arms, with the vow, “Never to darken our doorway again”.
After we had gone through the, “What are you doing here?”… “What are you doing here?” routine, to his great credit, classy guy that he is, Matthew gave me a chance to apologize and he agreed to, “bury the hatchet.” We chatted a bit further about some of the Laser Gold plating we were doing for other artists that he knew, Trevor Paglin, Matthew Barney, (see blog “Aerospace to Art and Back”…), but realizing that there were other well-wishers growing impatient with my monopolizing the star of the evening, I wished him success with the exhibit and continued on my journey to Frankfurt.
Serendipity? Coincidence? Maybe just that old stand-by, “It’s a small world.”
Photo References:
To Infinity…, 2009 by Matthew Day Jackson. Gold-plated plastic; dyed plastic, abalone shell. 72 x 135 x 12 / 183 x 343 x 30.5cm. Photo courtesy of MJD Studios.
Rob Brueggeman and I recently returned from exhibiting at SPIE’s Defense, Security & Sensing tradeshow in Baltimore. This is the big IR camera and night vision meeting and our little tabletop had the usual Laser Gold stuff with the emphasis on “cold shields.” Also known as a radiation shields, this component plays a critical role in many of the products on display at this exhibit.
The common method for making these devices is to electroform them in copper over an aluminum mandrel and, while still on the mandrel, polish and Laser Gold plate the exterior, then we chemically dissolve out the aluminum and apply our Laser Black coating on the interior..
Floor traffic at this show seemed diminished compared to previous years when this show outgrew its Orlando venue, so with Rob manning the booth I took off trolling the aisles for new customers and greeting old friends.
Exchanging gold plated paperclips for the ubiquitous pens, I worked my way through the hall.
A booth with beryllium castings slowed me down. The material, beryllium, itself is some what unusual, but seeing it in the form of a casting, was even more so. Since we are expert at plating beryllium and its sister alloy, aluminum-beryllium, I thought this might be a “live one” and I addressed the gentleman that appeared to be the head man, with my usual introduction: “We are that oxymoron known as a “good plater.” If that doesn’t achieve the requisite smile, I follow it up with, “You know, the plater that actually does what the drawing calls out.” (I spared him our Mission Statement, “…to make you look smarter than we both know you really are”).
After the usual tradeshow banter, I was approached by what I thought was the junior member of this sales team. What brought him into the conversation, was my detailed iteration of the properties of Laser Gold. His name is Chris Huskamp and he has his own company, Huskamp Motorsports Engineering. He asked, “Can you do Laser Gold on foil?” Remembering my David Sandler sales training, I responded with a question. “Why do you want to do that?” He explained how much damage radiant heat does to racecar performance and incidentally driver comfort. He planned to use the foil to protect many of the carbon fiber components from the engine and exhaust pipe heat.
He said that he was only helping out the guy with the beryllium booth because that metal has also application in racecars but he had no direct connection with that company I invited him back to our exhibit to expand his knowledge of Laser Gold and its applications.
Here’s where it gets weird: At the same moment that I returned to my booth with Chris Huskamp in tow, Jack Kleinfeld arrived of Kleinfeld Technical Services. (www.kleinfeldtechnical.com) Jack was the thermal engineer that did the research for our company on the effectiveness of Laser Gold foil in protecting carbon fiber from 1000° F temperatures.
Jack was also trolling the exhibit hall for poential customers who might make use of his unique talents namely, heat tranfer simulation and thermal imaging. The more Jack talked, the more excited Chris Huskamp got. “Get me a sample of the foil,” he said, and Rob with his usual efficiency was on his cell phone calling the shop to get a sample on its way. It turns out that Chris has deep connections in the Formula racecar world and feels that this community is quite comfortable co-opting aerospace technology.
We struck a deal at the booth for him to be our sales rep for the racing crowd!
While we had a good show with our usual customers, it was connecting with Chris Huskamp that was a most unexpected and pleasurable event for both of us. Jack Kleinfeld’s arrival, was just “icing on the cake”.
* * *
I am off to Munich for the giant European “Laser World of Photonics” Exhibit, May 14th to 16th, and thanks to having a terrific Rep in Gemany, Hartwig Martius, I will be able to take a day-trip to cover a conflicting trade show in Nuremburg where I hope to expand a new and interesting customer base; air sensors that use infrared gas cells. We manufacture these cells, the heart of the instrument, for some half-dozen manufacturers already and like the cold shields , they are electroformed. Except these are fomed in nickel with a highly poiished Laser Gold interior.
Photo References:
Laser Gold plated thermal barrier foil competes for reflective perfomance with my head. These panels are for a unique Porsche.
For the first time in more years than I can remember, I will not be attending the SPIE Photonics West Conference in San Francisco. I will be celebrating my membership in the “Octogenarian Club” by skippering a 54-foot sloop in the British Virgin Islands (with a crew of four wonderful, funny and interesting guys).
Our Booth (#3046) this year will be in the very cabable hands of our General Manager, Paul Brancato and our Sales Assistant, Robert Brueggemann. These guys will still be handing out Laser Gold plated samples to one and all.
+ + +
The sailing in the BVI is incomparable. We all know about the wonderful weather, the azure water that is the Carribean trademark, but in the BVI, we have the protected waters of the Drake Channel which streches about 30 miles between two strings of beautiful islands. We can take a “rail-down” tack out into the Atlantic, challenging swells that started out in Africa, and by four o’clock we are usually safely swinging from our anchor in a sheltered cove, a double ration of Mount Gay Rum in hand and a Mozart Trio on the audio system.
This trip is a reprise of what has become a yearly event. The crew regulars are my nephew Randy, 61, who has an incredible knowledge of the music of Classical and Romantic composers. Then there is our mutual cousin Peter, 70, who retired after managing the San Francisco Symphony Orchestra for some twenty years (and is no slouch in the serious music field). His anecdotes about some of the world’s most renowned names in music are riveting. Peter has extensive chartering experience himself, taking a boat-load of orchestra managers sailing in the Mediteranian.
My Accountant, Bob, 70, a consummate sailboat racing skipper in nineteen foot Flying Scots and just as dedicated a gin rummy player as Randy. They played frequently on last year’s cruise, and Randy is primed for a re-match. Chess will also be on their entertainment menu.
This year we will lose our chef, Luc, a Belgian diplomat who could not arrange the “affairs-of state” to allow for a reprise of four previous charters. His place will be taken by a friend of Peter’s who, as a vineyard and winery owner in Sonama, is coming with a case of assorted wines. He certainly will be welcomed.
For those of you who have read this far and are wondering how you might try this vacation of vacations, here are a few details. There is a way for the non-sailor to partake of this priceless experience. In fact, it’s the way I will take my next charter with my wife…on a crewed yacht!
Your charter (you don’t rent a yacht) comes with a captain and a cook. Besides terrific dining aboard, you can arrange for an intensive “learn-to-cruise” week with your captain as your instructor. Many of my readers are engineers; for you the basics are really simple. Obviously one does not need an engineering degree to enjoy what I like to refer to as “life’s second best thing.”
Feel free to phone or e-mail me if any of you want some more details about the charter experience.
Note to the reader: This blog entry will be updated periodically with additional photos from the trip.
Photo References:
Jeanneau 54′ Charter Boat (image courtesy of Acantho)
2008 Jeanneau 54′ Charter Boat steering station (courtesy of Horizon Yacht Charters BVI)
2008 Jeanneau 54′ Charter Boat cabin (courtesy of Horizon Yacht Charters BVI)
I have begun this blog on a Monday night, just one week to the day that I watched New York Harbor creep slowly up the street on which I live. It never got closer than 300 feet but it was a sleepless night indeed! Earlier this evening I made my way into a damp and chilly Manhattan and took my seat in the Rose Center for Earth and Science at the Hayden planetarium, The American Museum of Natural History.
A professor of earth science at a local college sent me an email saying that the Hayden planetarium was sponsoring a lecture on MESSENGER, the NASA mission to the planet Mercury. Dr. Sean Solomon, The Director of the Lamont Doherty Earth Observatory at Columbia University was the lecturer. The presentation took place inside the darkened ball which is the projection screen for the planetarium.
Dr. Solomon’s talk covered chemistry, topography and a whole bunch of other stuff that MESSENGER sent back to Earth. Much of it was over my head, however, I did know quite a bit about one instrument on the MESSENGER mission.
From Greenbelt to Greenpoint: How Epner got involved with NASA’s mission to Mercury.
In 2004 two engineers from NASA Goddard Space Flight Center, Greenbelt, MD, came to visit our plating facility in Greenpoint, Brooklyn. They unpacked a gold plated housing almost 2 ft. and 5 inches high fabricated out of Beryllium. This happened on a Thursday (the day is important).
The NASA guys said another plater had made two attempts to gold plate the housing but each time the plating blistered during the high temperature bake test required by NASA. The bake test was critical because the component was the heart of the Mercury Laser Altimeter (MLA), an instrument key to the Mercury mission.
The NASA engineers explained our task: The housing had to be stripped of the defective plating, masked in areas specified on the drawing, plated with .0005″ of electroless nickel, and 50 micro inches of Laser Gold.
Then NASA dropped the other shoe!
“We must have this finished by Tuesday.” “Which Tuesday,” I asked, knowing the answer. It got worse. Before we could touch the part, it had to be shipped back to the manufacturer to remove hardware and even with a tailwind we would not get to start stripping it until Saturday morning and NASA needed it three days later?! They read our faces and, preempting the utterance forming on my lips, said the magic words to a small business man, “Just tell us what it takes.”
Thanks to FedEx we got it back on Saturday morning sans hardware and we began our process. The engineers returned on Tuesday bringing a dual-viewer stereo microscope which they placed on my desk. Stephen Candiloro Jr, our production VP, his face showing the strain of the double shifts he had supervised in order to make this deadline, placed the housing under the lens, the part still warm from the oven.
Both NASA engineers bolted to their respective eyepieces and I could see the joy welling up in their faces as they searched in vain for defects. They reached for the phone, “We got it,” was all that was said.
We left for lunch at our favorite Brooklyn Italian restaurant, Bamonte, where after a toast to the project with the house red, we heard the real reason for their elation. “Epner, we didn’t want to spook you last week so we didn’t tell you that if we didn’t get a good part today, we were going to scrub the MLA instrument’s trip to Mercury! You’re going to get the best Atta-Boy-Letter I’ve ever written.”
Note: To read the full letter, refer to photo reference section below.
EPILOGUE:
The above events took place in 2004. Some six years later we were approached by the European space agency to do some critical plating on their mission to the planet Mercury. It was called Bepi Colombo named after a renowned Italian astronomer.
During a meetings with the team they had sent to New York, one of their engineers wondered aloud, “What temperature was our gold plating subjected to by the NASA people when testing the hardware for messenger?”
Although the ESA and NASA had many connections, I thought this would be a nice excuse to renew acquaintances with Arlin Bartel, our program manager on the MLA, so I offered to make the inquiry.
Messenger was rapidly closing in on Mercury and Arlin wrote me a letter. I have excerpted his very flattering email below:
“All parts that you plated for us showed no signs of degradation after our thermal vacuum testing here at NASA, which is a testament to the quality work you and your company perform. Perhaps even more important than the ground test program is the fact that as part of MESSENGER’s current preparations for our “Mecury Orbit Insertion” next March, the MLA Instrument was brought out of hibernation for a series of turn-on tests last week and the laser still performed perfectly, which would not be possible if the plating inside the laser cavity had degraded. Your work has been critical to the success of our mission to date…”
Photo References:
Laser Gold plated MLA (Mercury Laser Altimeter) Housing Block. Image courtesy of NASAGoddard Space Flight Center. Photo taken after thermal testing.
Topography of the Northern Hemisphere of Mercury from MESSENGER Laser Altimetry.Image courtesy of Science/AAAS and Dr. Sean Solomon.
It started with an inquiry from a high-tech machining job shop in California. A company was making two small aluminum parts for a major aerospace company and, thanks to a note calling out “Laser Gold per Epner Technology Specification 2011”, we naturally got the job to quote.
The machine shop, a first time customer, phoned Epner Technology in Brooklyn, and made a simple request asking where to get details of this spec in order to make allowance for the nickel plating thickness on his tight tolerance job.
Whoever answered our phone politely told the customer that there is a whole section on our website called “Specifying Laser Gold” that would provide all the necessary information.
Unfortunately, when I wrote that section of the website some years ago, I was totally focused on imaging optics. As such, on beryllium or an aluminum substrate, we called out for an electroless nickel thickness of between .004″ and .008″!. This heavy nickel is typically called out when the surface is to be optically polished or diamond turned.
While countless customers call out the Epner Laser Gold Spec, with an undercoat of electroless nickel that typically runs between .0005″ and .001″ thick., that information is usually found on the drawing.
Naturally in this case, the machinist, dutifully reading our website page, allowed for .006″ of EN! Right on the nominal. He was also late on delivery but don’t worry, “We’ll make up the time on the plater.” A common machine shop mantra.
We clarified our website specification section immediately. The customer is re-machining the parts. His customer was informed and is understanding. And of course, Epner Technology will “eat” the costs!
Lessons Learned;
Epner Technology is a 102 year-old engineering plating company, so our website has a plethora of specifications, technical details, and application example photos.
As a supplier to every major aerospace company, including NASA, it is incumbent upon us, indeed, on any company in the high-tech world, to make sure information disseminated online through our website, blog and social media channels is accurate and truthful. Our apologies and our thanks to the machine shop that helped us to improve in this area.
Wow! Epner lands in the national press twice in one week! On the heels of our showing up on the cover of the Mcgraw-Hill publication, Aviation Week and Space Technology magazine, a Wall Street Journal writer and I attended the same party.
Ralph Gardner is the author of a Wall Street Journal column, that comments on the New York scene entitled, “The Urban Gardner” A recent column he wrote was about a party for an artist, Trevor Paglen, that we both attended in Bryant Park behind the New York Public Library.
Some background: Trevor came to our office in Brooklyn with a project some months ago that I thought was really “off-the-wall”.
He wanted us to fabricate and Laser Gold plate an eight-inch diameter “time capsule” and since the “artifact” was to be put into orbit on an EchoStar XVI satellite, he was ecstatic when I told him that Laser Gold has been on almost every space mission since Voyager. (The launch-rocket company, Loral, was insistent on a “space qualified” coating for anything in or on its vehicle. Laser Gold solved that problem.)
Paglen’s whole idea is that space travelers (from another planet?) far into the future would come upon this orbiting gold case and find inside a silicon disc onto which has been “nano-etched” some one hundred photographs of life on earth. The project, Trevor’s brainchild, is entitled, “The Last Pictures.”
The aforementioned party, put together by Creative Time (www.creativetime.org) an art support organization, with participation from the New York Public Library, was held at twilight on a lovely New York day.
In Mr. Gardner’™s WSJ article he politely pointed out “the hyper-crapshoot aspects’ of Mr. Paglen” enterprise.” Elsewhere in his article he referred to the housing that we machined out of 6061 aluminum alloy, polished, plated with electroless nickel and finally a micron of Laser Gold, as a “handsome gold plated shell.”
Some 500 people attended the outdoor event with interesting repartee between Paglen and Werner Hertzog, the film maker, which took place in front of a large screen that showed some of the photos as they were discussed.
I was delighted to be among the eighty or so people that were invited to a dinner at The Lamb’s Club following the photo discussion. That dinner could be the subject of another blog.
Epner’s Art History
This whole experience took me back 50 years to the day the renowned wire sculptor Richard Lippold showed up at our shop, at that time on the 7th floor of a factory loft building in Greenwich Village. He arrived saying he needed Cohan-Epner, our company’s name for its first 75 years, to gold plate 100,000 feet of fine stainless steel cable. I was incredulous until the man explained that he had just completed the large lobby sculpture at Lincoln Center’™s Philharmonic Hall. Having just read a Profile about the artist and this work in the New Yorker magazine, I asked if he was indeed Richard Lippold.
After confirming his identity, Mr. Lippold dropped the other shoe” he needed the cable delivered in three weeks so that he could install it in time for the opening of the Jesse Jones Hall, Houston’s “Lincoln Center.”
I replied,”That’s not going to happen”. But what convinced me to jump thru hoops to accomplish this impossible delivery was his utterance of the five magic words every small businessman waits for: “Tell me what it takes.”
We made the deadline, the Jones Hall opened on schedule and when Lippold returned to NY he delivered an unusual gift to thank us for our effort. It was a bottle of wine. A Mouton-Rothschild ’59!, It was a renowned label because Baron Phillip de Rothschild had some of the world’s most famous artists design the label for each year’s vintage. The ’59 Mouton was considered one of the best years for a Claret ever, had a label designed by Lippold! I still have the autographed bottle, the wine long since enjoyed.
That was the beginning of a long and interesting collaboration with Lippold who died some ten years ago. The collaboration continues with his Foundation as we discuss the restoration via plating with Laser Gold, of his breathtaking work, “The Sun,” which hung in the Met and later, from 1976 to 1984, in the Smithsonian Air and Space Museum.
From that beginning in 1962, work by a broad spectrum of American artists have passed thru Epner Technology’s plating tanks. Famous names like Jeff Koons, Mathew Barney and Jose Di Rivera and countless lesser know artists, have occasionaly permitted me to share a bit of the creative process as I suggest finishes and capabilities that they may not have heard of. This vicarious participation and interaction with, often some very interesting people, has been it’s own reward.
PHOTO REFERENCES
Trevor Paglen’s Laser Gold plated “Time Capsule”
l. to r., Paul Holdengräber, Trevor Paglen, Werner Herzog. A conversation about the project.
Read More: Article References and More Stories from Epner
I recently visited a long time customer: Mini-Circuits, a global operation that is based in Coney Island, that, shamefully, I have not visited for some two years.
Mini-Circuits is a world renowned manufacturer of RF and microwave assemblies and Harvey Kaylie, the president and founder, took me along with one of his top technical guys to lunch at a classic Greek-owned diner overlooking Sheepshead Bay. We sat on the outside deck just across the street from the water’s edge where my late brother Gerry kept his 36 foot cruising sailboat; the same boat on which I learned to sail.
Naturally our conversation led to the topic of silver plating of microwave stuff and I launched into my story of how my father’s plating company was the first production shop for the internal silver plating of waveguides, referred to as “microwave plumbing” by those in the know…
That was back in 1938 when I was a five-year-old at my first job in my daddy’s plating shop; cleaning wire off the used plating racks and getting paid a nickel rack.
And then I saw him! A man in a uniform was standing on the plating shop floor with a gun!
That armed guard was there to escort the silver-plated microwave hardware to a company on 61st Street and Broadway in Manhattan, with the eponymous name of L.H. Terpening. “Terp”, as he was affectionately called in our shop, was the main supplier of this hardware to General Electric, the prime.
* * *
Many, many years later, I found myself in Princeton, New Jersey, and recalled that Terpening had retired to Princeton. I found his listing and called the number, not believing for a moment that he could still be alive.
His wife answered and put her frail but lucid ninety-six-year-old husband on the phone, and almost weeping, “Terp” began to recall his dealings with my father’s company. He wrote the biggest checks of any of my suppliers to Cohan Epner (Our company’s name for its first 75 years).
For the first time, I heard where this hardware had been used.
He told me that after the devices were assembled and tested in his company, they were rushed to England and installed along the English Channel Coast to track the incoming German bombers in the Battle of Britain. It was this early warning system that permitted the British Spitfire interceptors to remain on the ground, conserving precious fuel, only attacking the enemy bombers at the last moment.
An invention that originated in England but was produced by America’s “arsenal of democracy, was truly the “Secret Weapon,” without which, the Battle of Britain might have had a different outcome.
The author Michael Korda wrote a marvelous history of these radars and their role in England’s finest hour in his book called With Wings Like Eagles.
Today, this tradition of quality silver plating for filters, waveguides and a myriad of other microwave “plumbing”is part of Epner Technology’s plating heritage. It’s in our DNA. We call our plated ultra-pure silver “High-Q Silver” and in the words of one Motorola engineer, it is … the highest-Q™ we have ever tested.”
Two hours passed quickly between Harvey and me, two veteran entrepreneurs discussing life and business . Harvey complained about our prices but I expected nothing less; it was Harvey just being Harvey.
In spite of his needling, we both agreed that the lunch was too pleasurable to let another two years go by before we repeat it”¦ especially at our age.
Photo References:
A more modern example of High-Q Silver. A “Pulsed Compression Cavity” from the Star Wars era. A “soft kill” device that was intended to destroy the “brains” of an incoming ICBM with an enormous blast of microwave energy.This polished cylinder was coated with .002″ (.05mm) of copper followed by .001″ of Epner’s High-Q Silver.
Battle of Britain Radar. Photo courtesy of Data Space Blog and author btaub.
The TOW (Tube-launced, Optically-tracked, Wire command data link) anti-tank missile, produced by Hughes Aircraft Company in 1970, became the United States’ primary anti-armor weapon system during The Cold War.
Hughes Aircraft approached Epner Technology to provide a durable and highly reflective gold infrared surface to reflect the IR guidance energy, in order to track designated targets accurately.
TOW missile being fired from a Ford M151 MUTT. Photo courtesy of Wikipedia.
Originally a replicated optic, in 1975, Epner Technology engineers suggested a radical approach to achieving a dramatic cost reduction for Hughes Aircraft. Epner’s new approach: polish the die insert to improve the as-cast quality, then buff the spherical surface; complete the process by plating Nickel and Laser Gold directly on the casting. The Epner Technology approach was such a success that it generated a Value Engineering Cost Reduction worth more than 4 million dollars.
Epner Technology was named the sole and single source for the remaining life of the TOW missile. What started out as a research project to investigate cost reduction opportunities, grew to the production of 750,000 units over some 25 years.
Total Manufacturing
A helium-neon laser beam was impinged upon the rotating mirror while it was moved in an arc of 90°. A detector receives the reflected beam of the laser and any flaw on the surface scatters the beam and the “reject” light is lit. Each mirror was inspected on a customer-supplied unique inspection tool.
Working with the TOW Missile IR Beacon project was a turning point in the history of Epner Technology. It was the first time the company had taken on total manufacturing responsibility. Engineers at Epner procured the raw casting from Greenfield Die Casting, then machined and plated the product in-house at Epner’s Technology’s facility in Greenpoint, Brooklyn.
In some 50 years of sales calls, one remarkable day stands alone. It was a day of incredible contrasts between a morning call at the Electro-Motive works of General Motors, in La Grange, Illinois, where they build diesel-electric locomotives; and an afternoon call, the same day, with the MacDonnell-Douglas plant in St. Louis, where they build F-15 and F-18 fighter jets!
It all happened more than 30 years ago, and the memory of that day was triggered by a plating inquiry we received last week from a Boeing R&D engineer at that same St. Louis facility that was long since taken over by Boeing.
In the GM plant, we were installing Laser Gold plated reflectors on a bench that used IR energy to cure the “varnish” coating on huge solid copper armatures, the heart of the drive motors. The armatures, some two feet in diameter, rotated slowly, as though on a spit. Our Laser Gold improved their process by replacing stainless steel reflectors, thereby enhancing the shorter IR wavelengths, heating the copper from the inside out and speeding the cure process. The 30% power reduction was a plus.
The Western Pacific Railroad’s #804-A. Known as the “California Zephyr.” The train is powered by 2 General Motors, Electro-Motive Division “F7” diesel-electric locomotives.
Later that morning, I left a clanging, raucous, wood-block paved floor, “smokestack” factory right out of the 1940s, for the short flight from O’Hare to St. Louis’ Lambert Field.
The McDonnell Douglas facility was on the far side of the airport, and I entered a huge, spotless building that seemed to stretch for acres. I looked down a row of F-15s being assembled in a hospital-like atmosphere, and the incredible contrast to that morning at a locomotive factory, really hit home.
McDonnell Douglas developed a technology called Superplastic Forming. It shaped pre-heated titanium sheets in a 400-ton press (see photo below). As originally designed, a worker in an aluminum coated “fire suit” would rush the pre-heated sheet of titanium from an electric furnace to the forming press (also electrically heated). The power costs here were enormous since both units were rarely shut down.
This cumbersome procedure had been re-designed and greatly improved. I was there to possibly further improve on their improvement:
First, their improvement:
They replaced the electric furnace and its heat-protected worker, with an array of some 250KW of infrared quartz-halogen lamps with a water-cooled aluminum reflector behind them. The lamp array formed the upper half of the press. The lower half contained the female die and after pre-heating the press with the lamps, a sheet of titanium was inserted. Then the upper half was closed onto an “O-ring” seal and the lamps powered up again. With the titanium heated to plasticity in this enclosed chamber, pressurized argon gas was injected into the press, forcing the softened sheet of metal into the lower die.
McDonnell Douglas had actually imitated in metal, a process that was ubiquitous for shaping sheets of plastic; a process known as blow-molding!
Our improvment:
Because maintenance of the reflectors took the press out of service for one week out of every month, the impact on production was obvious. By Laser Gold plating the reflector array, the time between overhaul (TBO), became one week out of every year! Up to that time, these 2×4 foot reflectors were the largest parts we had ever plated with our highly reflective hard gold.
The 30% power reduction that Laser Gold’s 98% reflectivity achieved, also had a dramatic effect on lamp life.
As further contrast to my two sales calls, today, we process huge (13 feet high) chemical reaction vessels, applying nearly a kilo of Laser Gold on the interior surfaces!
It is called the International Gold Symposium and is held annually in Lima, Peru. Thanks to my relationship with former head of the World Gold Council in London, Richard Holliday, my name was put in as a panel member to discuss “Gold as it Affects Humanity.”
It seems this was essentially a mining crowd, with nearly a thousand attendees, and they primarily related to gold for jewelry or investment. Even at an event organized by the Gold Council you run into people who aren’t aware of, or have little interest in how gold affects humanity, so I put together a Presentation that illustrated the application of Laser Gold’s peerless infrared reflective efficiency on a myriad of products.
I included pictures of the Hubble telescope hardware and a reflector for GE’s latest baby incubator design, all plated in Epner Technology’s standard setting Laser Gold. I included photos of an ear thermometer light pipe contrasted to an automotive paint drying reflector system, both of which we plated with Laser Gold. A semiconductor process machine, called an epitaxial reactor, was followed by a series of infrared jammers that protect our aircraft from heat-seeking missiles.
As I demonstrated in my presentation, gold is used in multiple markets from industry and aerospace to defense and health. And for these reasons, gold has an impact on humanity: safety, well being and advancement, as do those who work with gold.
Here’s the wild part! The airline ticket they sent me cost more than 6K! The event was held at a five-star hotel and they paid for four nights.
All that for my allotted presentation time of 20 minutes!
After some nice words about my presentation, the head guy asked me if there was anything I wanted to see. My immediate response was, “Can I get a tour of a mine?” He disappeared for a few minutes and when he returned said, “Your driver will pick you up tomorrow morning at 8:30. The mine is about an hour drive away and your guide will be the production manager.”
The drive was uninteresting through desert-like terrain, most of the time along the Pacific Ocean. When we arrived at the mine, they dressed me up in a mining outfit and in a pickup truck we headed into the side of a mountain still essentially at sea level. The tunnel we were driving in (see photo) descended until we were some 400 feet below sea level.
It was a seemingly endless labyrinth of tunnels and even my driver needed a lead truck. He explained that one shift drilled the mine face and placed the explosive charge which was detonated at the end of a 12 hour shift. Meanwhile low headroom front loaders moved the ore chunks from the previous shift’s explosion into waiting dump trucks that transported the ore to the crushers outside. There is less than 3% copper at this stage.
Another drilling operation was going on continuously, but not for planting explosives. This operation was strictly for extracting core samples, one and a half inch diameter and about four feet long, that were analyzed in their lab to determine the next drilling site (see photo).
When we came out of the mine my tour continued past huge rock crushers and then past slurry bath concentrators that brought the copper level up to near 30%. This was dried and loaded into trucks and incredibly sent out of the country for smelting into the familiar red metal.
In spite of the fact that we always take the smallest space, the costs of travel, hotel, car, etc. begin to add up. My standard wisecrack when asked after 40 years of doing these shows is the title of this piece, “If I don’t show up, they’ll think I died”.
But the real reason we continue to do them is that the benefits outweigh the cost.
Indeed, Epner Technology owes its very existence today thanks to a chance meeting with a Xerox draftsman at our very first trade show exhibit in the Design Engineering Show at McCormick Place in Chicago 40 years ago! Our display consisted of jewelry items, giftware “tchochkies” and other novelties with just a few pieces of gold plated aluminum representing the so-called high-tech end of our business.
The glitter on our table attracted the Xerox guy long enough for one of the aluminum parts to catch his eye. He said that Xerox was having a problem with the blistering of nickel and gold plating on a part called the “fusing reflector”; a 16 inch aluminum extrusion (see photo below).
Epner Technology was the sole source supplier of these reflectors during the ten year life of “radiant fusing technology”…more than one million shipped.
He revealed that this reflector was the “pacing” item on a new line of copier, and wrote a name on the back of his card and said, “Call this guy. He needs this capability” The name he gave me was the Program Manager on what would become the largest selling copier in Xerox history.
I left the booth in the hands of a colleague and flew directly to Rochester to meet with the manager whose name he had given me. I was handed an extruded sample reflector to plate. The spec was: Polish (buff) the reflecting surfaces, bright nickel plate followed by a bright, pure gold, 0.25 microns thick. Bake at 500 degrees F for one hour!
I returned a week later and proudly presented the part. I was ushered into a darkened room with four engineers. They mounted the extrusion in a holder on the side of a machine I had never seen before but the marking read, Beckman DK 2A. This I learned was a spectrophotometer with an integrating sphere and thus could measure the total reflective efficiency. Specular combined with diffuse. They were measuring at a wavelength of 700 nm, and the reflectivity came up on the digital readout at 94%. Their jaws dropped. They tried not to look impressed, but they failed. I too, could hardly hide my excitement at their excitement even though I didn’t know what I was looking at.
They sent me back to New York with 20 more samples, but I could have flown without a plane. Two weeks later, we repeated the routine. Only this time the reflectivity barely reached 91%! The lead engineer freaked. He said, “I put you on the drawing at 91% to give you a 3% cushion. Now I’ve got to drop it to 88%” What happened to the 94%?” I tap-danced. I didn’t know how we got 94% in the first place, but I assured him that we would maintain the 91% and surely get back to the higher reflectivity as “soon as our lab figured it out.”
More importantly parts didn’t blister in the heat test so we were off and running with a 500 piece pre-production order.
I rented a U-haul and personally drove the 7 hours to Webster N.Y., just outside of Rochester with the first 250 examples of the most beautiful gold plating we had ever done. They were all rejected for low reflectivity! It was evident that the human eye made a very poor IR spectrophotometer. Indeed, in the infrared, gold is not gold, is not gold.
It was clear that if we didn’t have the same measuring instrument that Xerox used, the game was over. They agreed and tooled us with the identical set-up at a cost of 60K! (Talk about desperate) With the new “eyes” that our in-house Beckman gave us, we were slowly able to again achieve 94% at 700nm.
A Perkin-Elmer 750 IR spectrophotometer repaced our Beckman DK2A.
Today, we guarantee a reflectivity of 97% at 700nm and it goes even higher further out in the IR After increasing the hardness to over 200 Knoop, we dubbed it “Laser Gold” and this process is the raison d’être of this 100 year-old plating company.
I was indeed flattered when Leonard Hanssen of NIST requested us to supply a quantity of twenty-five specular mirrors coated with Laser Gold, and the same quantity of diffuse substrates that he would supply, on which we would do the Laser Gold plating.
Our mirrors were diamond turned copper blanks supplied by Kugler of Salem, Germany, while the NIST blanks were roughened by arc-spraying aluminum on a machined brass substrate.
The Epner mirrors were two samples, of a five sample group that was individually calibrated at NIST and then sent to twenty-three participating optical laboratories in a groundbreaking nationwide “Star” Intercomparison of Infrared Reflectivity, with each lab getting its own separate sample set.
Incredibly, the Epner Technology specular mirrors, when calibrated by NIST prior to their distribution to the participating labs, all tracked at 99 percent with each mirror creating a single flatline on the graph! (see Fig.1)
Fig. 1
Our rough, diffuse Laser Gold coated samples showed similar consistency when measured by NIST for the pre-comparison data points. (see Fig. 2)
Fig. 2
While the measurments of the specular sample from a few of the 23 participants ranged from 94% to 102%, according to Leonard Hanssen and Boris Wilthan, Directors of the study, the overall comparison results were “encouraging.”
To obtain the complete report of this unprecedented study, including the list of the 23 participants, the stucture and analysis of the results, including all the graphs, click below (All this makes for a large file [9.95MB], so be patient!).
Well it had to happen sooner or later. Kicking and screaming, I come into the modern world of social networking. This is what brought it about:
Over the past 50 years, thanks to my choosing the right father, I have been privileged to be involved with countless remarkable people doing countless remarkable things. Many of the projects have ”back stories,” that add an interesting human dimension to a plating project.
This will be the first of many of those “back stories.”
In the mid-1970’s, Cohan-Epner, as we were then known, was a gold plating supplier for Xerox (how this happened is a story in itself). The “gating” part preventing production of their newest copier was an aluminum extrusion fusing reflector requiring polishing, nickel plating and gold plating for IR reflectivity. Our test position for the reflectivity measurement was a Beckmann DK2A Spectrophotometer with an integrating sphere that we calibrated with a vapor deposited gold reference mirror from the National Bureau of Standards (NBS).
One day, about three years into our sole source relationship with Xerox, our Quality Manager informed me that our NBS calibration standard had drifted, and based on this conclusion he rejected a week’s production. “It’s reading 2% low,” he said. Disbelieving what I had heard, I replied, “You might as well say there is no God!”
In a panic, I arranged to have a recalibration done at NBS in Gaithersburg, MD., and personally watched the mysterious procedure there unfold. To my amazement, my QC Manager’s measurement was confirmed. It was then, in the Metrology Lab, that the “feces collided with the air circulator.” A recall was announced; a rare event indeed!
Obviously, this was not the most opportune to time to suggest our Laser Gold as the replacement for the now “defrocked” evaporated gold standard NBS was offering, but, I was young, and thus had no sensitivity to what an inappropriate suggestion it was at that particular moment. Undaunted, I sent to Victor Weidner, my NBS contact, a 2 inch diameter, diamond fly cut, copper substrate, coated with 0.5 microns of our Laser Gold. I later learned that he had measured our mirror and promptly stored it away for a year.
When he re-measured a year later (after it had been sufficiently “aged”), he ordered 50 more and it went into The NBS Catalog as Standard Reference Material, #2011. Epner technology co-opted this number as the designation for the Laser Gold Specification, both internally and on customer’s drawings and Epner Technology became the sole and single source for this Standard for more than twenty years!
There is an informative epilogue to this story; look for it in my next blog entry.




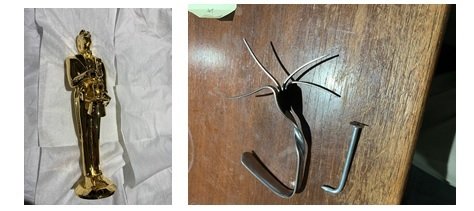
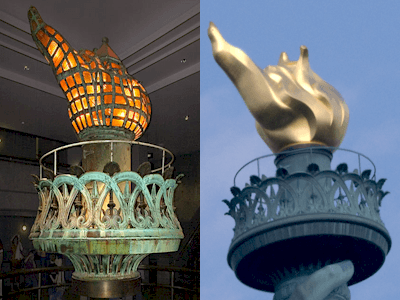








 Some explanation is necessary; I and Tom Lippens, our new Sales Associate, found ourselves at the SPIE sponsored Photonics West meeting and exhibit at the Moscone center in San Francisco two weeks ago. We had our usual table-top display covered with examples of our Laser Gold plated stuff and of course our gold plated pennies (for those of you unfamiliar with the acronym, SPIE, it stood for, “The Society of Photo Optical Instrumentation Engineers”, fortunately, an appellation that has not been used for many years).
Some explanation is necessary; I and Tom Lippens, our new Sales Associate, found ourselves at the SPIE sponsored Photonics West meeting and exhibit at the Moscone center in San Francisco two weeks ago. We had our usual table-top display covered with examples of our Laser Gold plated stuff and of course our gold plated pennies (for those of you unfamiliar with the acronym, SPIE, it stood for, “The Society of Photo Optical Instrumentation Engineers”, fortunately, an appellation that has not been used for many years).
 No really… The Munich Laser Show brought me to Germany soon after the Baltimore show where the previous blog was generated (
No really… The Munich Laser Show brought me to Germany soon after the Baltimore show where the previous blog was generated (

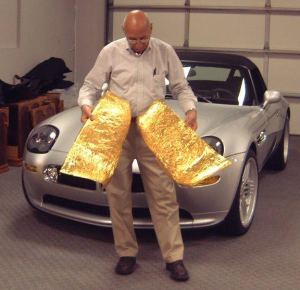 Rob Brueggeman and I recently returned from exhibiting at SPIE’s Defense, Security & Sensing tradeshow in Baltimore. This is the big IR camera and night vision meeting and our little tabletop had the usual Laser Gold stuff with the emphasis on “cold shields.” Also known as a radiation shields, this component plays a critical role in many of the products on display at this exhibit.
Rob Brueggeman and I recently returned from exhibiting at SPIE’s Defense, Security & Sensing tradeshow in Baltimore. This is the big IR camera and night vision meeting and our little tabletop had the usual Laser Gold stuff with the emphasis on “cold shields.” Also known as a radiation shields, this component plays a critical role in many of the products on display at this exhibit.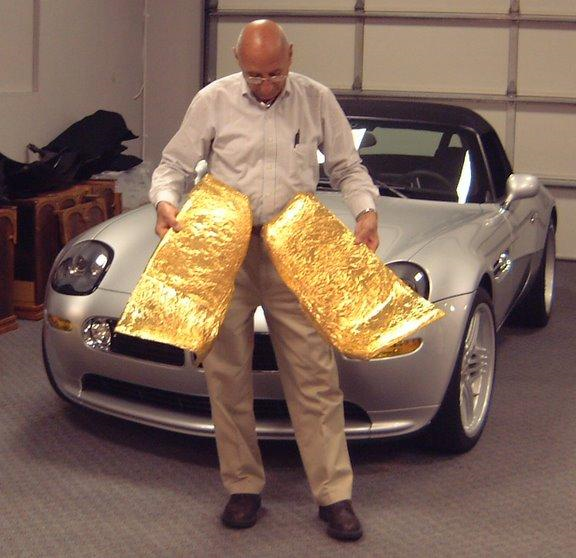

 For the first time in more years than I can remember, I will not be attending the SPIE Photonics West Conference in San Francisco. I will be celebrating my membership in the “Octogenarian Club” by skippering a 54-foot sloop in the British Virgin Islands (with a crew of four wonderful, funny and interesting guys).
For the first time in more years than I can remember, I will not be attending the SPIE Photonics West Conference in San Francisco. I will be celebrating my membership in the “Octogenarian Club” by skippering a 54-foot sloop in the British Virgin Islands (with a crew of four wonderful, funny and interesting guys).



 I have begun this blog on a Monday night, just one week to the day that I watched New York Harbor creep slowly up the street on which I live. It never got closer than 300 feet but it was a sleepless night indeed! Earlier this evening I made my way into a damp and chilly Manhattan and took my seat in the Rose Center for Earth and Science at the Hayden planetarium, The American Museum of Natural History.
I have begun this blog on a Monday night, just one week to the day that I watched New York Harbor creep slowly up the street on which I live. It never got closer than 300 feet but it was a sleepless night indeed! Earlier this evening I made my way into a damp and chilly Manhattan and took my seat in the Rose Center for Earth and Science at the Hayden planetarium, The American Museum of Natural History.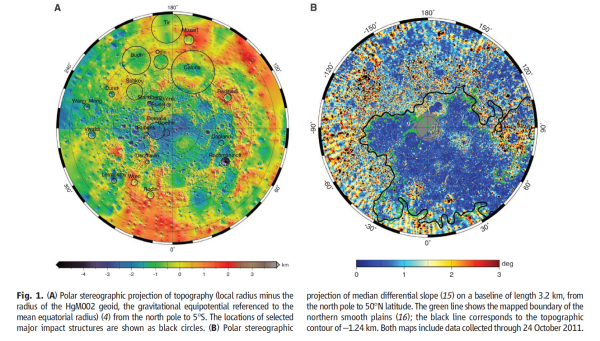
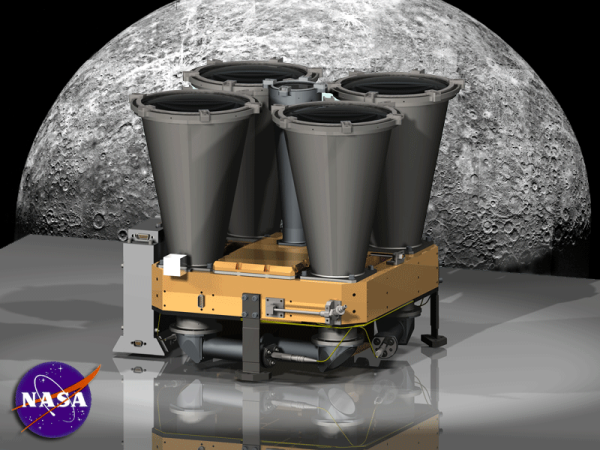
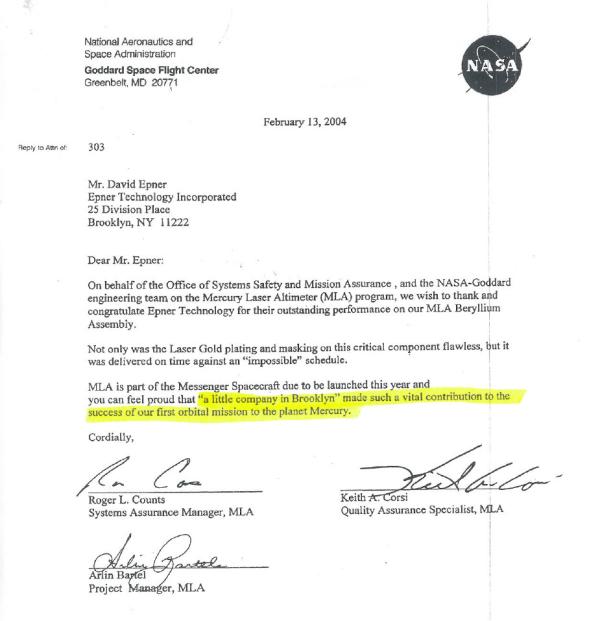


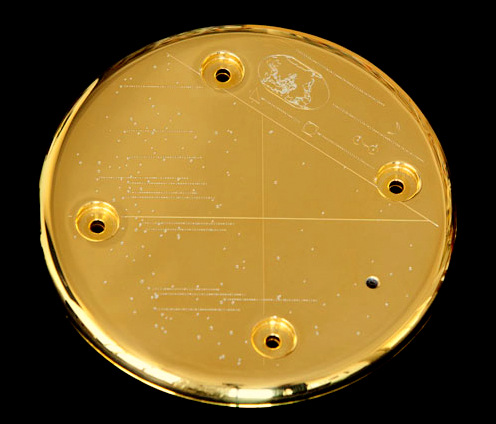 Wow! Epner lands in the national press twice in one week! On the heels of our showing up on the cover of the Mcgraw-Hill publication, Aviation Week and Space Technology magazine, a Wall Street Journal writer and I attended the same party.
Wow! Epner lands in the national press twice in one week! On the heels of our showing up on the cover of the Mcgraw-Hill publication, Aviation Week and Space Technology magazine, a Wall Street Journal writer and I attended the same party.
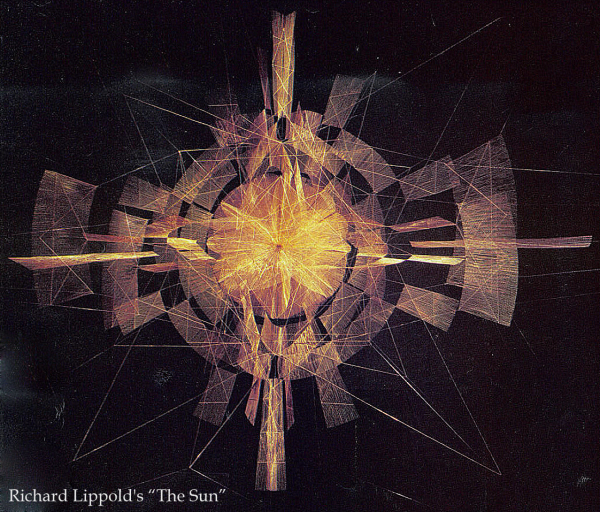

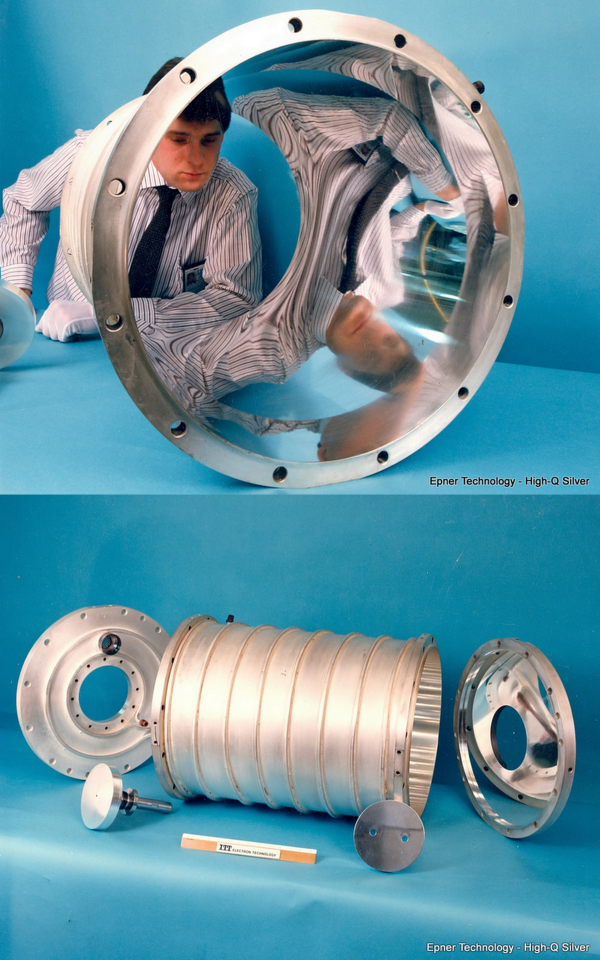 I recently visited a long time customer: Mini-Circuits, a global operation that is based in Coney Island, that, shamefully, I have not visited for some two years.
I recently visited a long time customer: Mini-Circuits, a global operation that is based in Coney Island, that, shamefully, I have not visited for some two years.



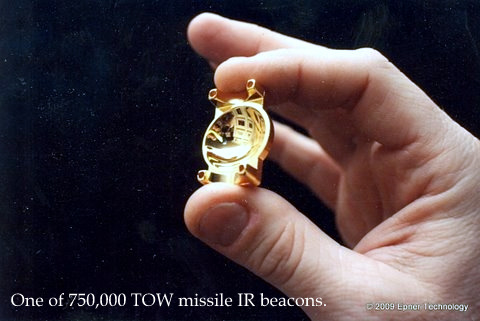


 It is called the International Gold Symposium and is held annually in Lima, Peru. Thanks to my relationship with former head of the
It is called the International Gold Symposium and is held annually in Lima, Peru. Thanks to my relationship with former head of the 


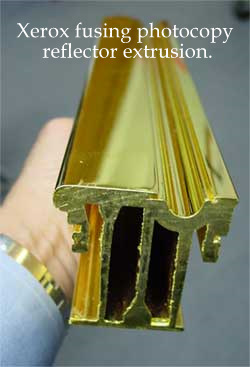
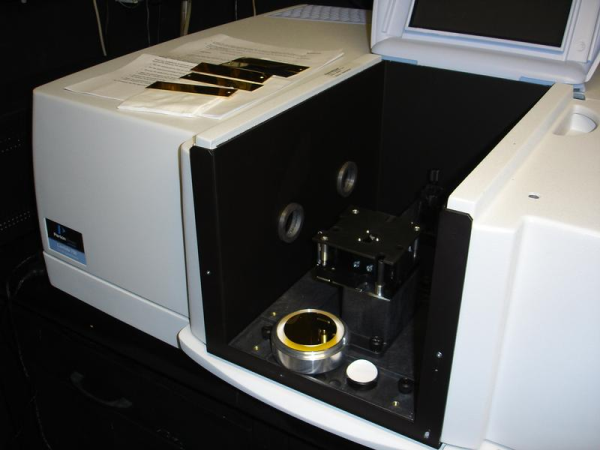

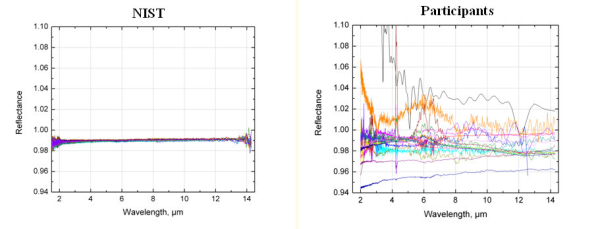
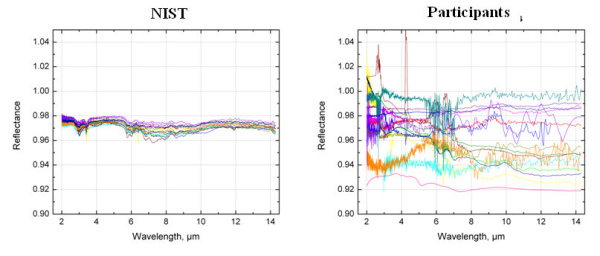

 Well it had to happen sooner or later. Kicking and screaming, I come into the modern world of social networking. This is what brought it about:
Well it had to happen sooner or later. Kicking and screaming, I come into the modern world of social networking. This is what brought it about: